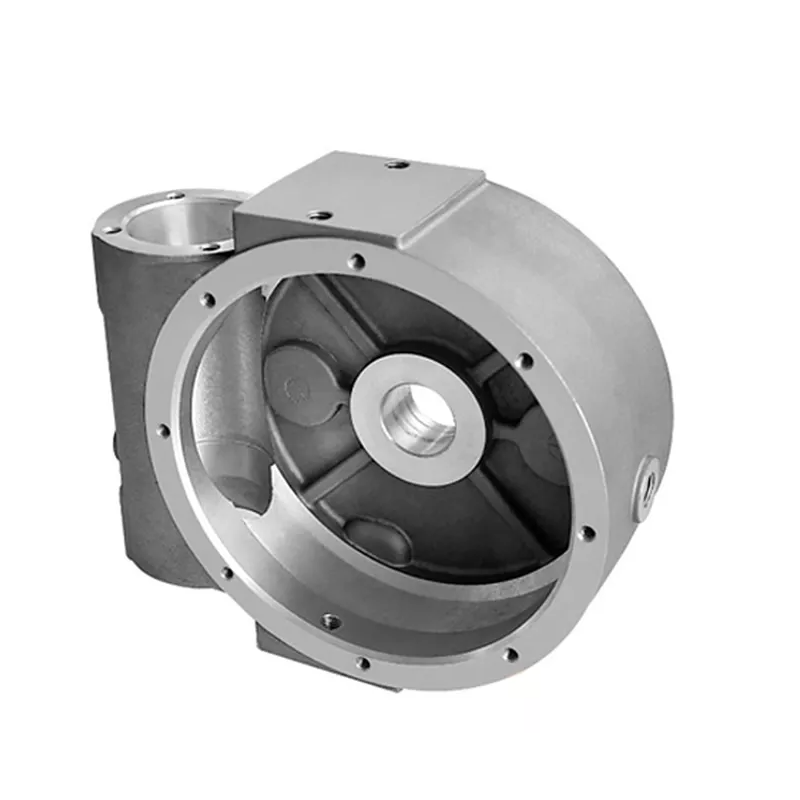
Porosity defects in lost foam casting ductile iron
Manifestations of porosity defects of lost foam casting
Subcutaneous pores: usually 1-3mm below the surface of the casting, mostly small pores with a diameter of 1-3mm, arranged in a series, not easy to find in the cast state, and revealed after heat treatment or machining.
Internal pores: distributed inside the casting, the shape can be spherical, elliptical, etc., with different sizes, which will reduce the density inside the casting.
Surface pores: located on the surface of the casting, directly affect the appearance quality of the casting, and may cause the surface of the casting to be uneven and rough.
Causes of porosity defects of lost foam casting
Mold material and coating: the mold density is high, and there is a lot of pyrolysis gas during pouring. If it cannot be discharged in time, it is easy to form pores; the paint has poor air permeability, which will hinder the discharge of the mold pyrolysis gas, causing the gas to accumulate in the cavity to form pores.
In terms of molten metal: the gas content of molten iron is high, such as excessive gas content of hydrogen, oxygen, etc., and pores will be formed when the gas does not have time to escape during solidification; improper spheroidization and inoculation treatment, such as inappropriate addition of spheroidizer and inoculant, uneven stirring, etc., will produce reactive gas to form pores.
In terms of casting process: the casting temperature is too low, the molten metal has poor fluidity, and the gas is difficult to discharge; the casting speed is too fast or too slow, too fast will cause the gas to be involved, and too slow will cause the decomposition gas of the mold to accumulate in large quantities.
Solutions to pore defects of lost foam casting
Optimize the mold and coating: select low-density and low-gassing mold materials; select coatings with good air permeability, high strength and high refractoriness, and reasonably control the thickness of the coating.
The following focuses on the improvement measures for lost foam coatings to avoid pore defects
Raw material selection
Select high-quality refractory aggregates: such as mullite, corundum, etc., with reasonable particle size distribution, and proper combination of coarse, medium and fine particles, which can form pore channels and improve air permeability.
Add appropriate amount of breathable materials: Add vermiculite, perlite, etc., which will expand when heated, increase the porosity of the coating, and improve the air permeability. You can also add appropriate amount of fibrous materials, such as rock wool, glass fiber, etc., to form air permeable channels in the coating.
Choose a suitable binder: Give priority to binders with good air permeability, such as silica sol, water glass, etc., and control the amount of addition. Too much will block the pores and reduce the air permeability.
Coating preparation process
Optimize the stirring process: Use appropriate stirring speed and time to mix the raw materials evenly, prevent agglomeration, ensure uniform distribution of pores, and improve air permeability.
– Adjust the viscosity of the coating: Control the viscosity by adjusting the amount of solvent added. Low viscosity is conducive to gas discharge, but too low viscosity will affect the coating. The appropriate viscosity should be determined according to the actual situation.
Perform degassing treatment: The prepared coating can be degassed by vacuum degassing and other methods to remove the gas mixed in during the stirring process to avoid the formation of pores in the casting.
Coating operation
Control coating thickness: According to the structure and requirements of the casting, ensure that the coating thickness is uniform. Too thick will hinder the gas discharge. Generally, the coating thickness of thin-walled castings is 1-2mm, and that of thick-walled castings is 2-3mm.
Use appropriate coating methods: brushing, spraying, dipping and other methods have their own characteristics. Brushing can ensure the uniformity of the coating, spraying is efficient, and dipping is suitable for complex-shaped castings. It should be selected according to the characteristics of the casting.
Drying treatment
Choose a reasonable drying temperature: If the temperature is too low, the water will not evaporate completely, affecting the air permeability. If the temperature is too high, the coating surface will be crusted and the internal gas cannot be discharged. It is generally 150-200℃.
Control drying time: Determine according to the coating thickness and casting material to ensure that the water is fully discharged without affecting the coating performance. The general drying time is 2-6 hours.
Control the quality of molten metal: Strengthen the management of furnace charge, use clean and dry furnace charge, and reduce the source of gas; strictly control the amount and method of adding spheroidizer and inoculant, and fully remove slag after spheroidization.
Adjust the pouring process and pouring temperature: According to the structure and material of the casting, reasonably select the pouring temperature and speed to ensure that the molten metal fills the mold smoothly; design a reasonable pouring and riser system to facilitate gas discharge and shrinkage compensation.
So how to set the pouring temperature?
The pouring temperature of lost foam ductile iron castings is generally 1380~1480℃. In actual production, the following factors need to be considered for adjustment:
Casting structure
Thin-walled castings: In order to ensure that the molten iron has good fluidity to fill the mold, the pouring temperature should be taken as the upper limit, at 1450~1480℃, to avoid defects such as cold shut and failure to pour.
Thick-walled castings: The pouring temperature can be appropriately lowered to 1380~1420℃ to prevent defects such as shrinkage cavities and shrinkage due to excessive temperature.
Pattern material
EPS pattern: Generally 1380~1450℃ is sufficient, because its gasification temperature is relatively low and the decomposition absorbs relatively less heat.
STMMA pattern: The gas emission is larger and more concentrated than EPS. The pouring temperature should be between 1420 and 1480℃ to ensure that the pattern can be fully gasified and decomposed.
Production environment
High temperature environment in summer: The molten iron dissipates heat slowly, and the pouring temperature can be appropriately reduced by 5~10℃.
Low temperature environment in winter: The molten iron dissipates heat quickly, and the pouring temperature should be appropriately increased by 5~10℃.
In terms of molds and sand boxes: The compactness of the mold is uneven, and the air permeability of the parts with too high compactness is poor, and the gas is not easy to discharge; the sand box is not well sealed, which will cause insufficient negative pressure and affect the gas discharge effect.
Improve the conditions of the mold and sand box: control the compactness of the mold to ensure uniform compactness; check the sealing of the sand box to ensure that the negative pressure system works normally and provides sufficient negative pressure.